-

徐州九正机械制造有限公司
主营:履带式抛丸机,喷砂房,钢丸价格,二手抛丸机,路面抛丸机,油缸清洗机

徐州九正机械制造有限公司
主营:履带式抛丸机,喷砂房,钢丸价格,二手抛丸机,路面抛丸机,油缸清洗机 15
15

钢丸粒的大小、形状和位向对钢丸磨损有很大的影响 。它们影响到从弹性接触到塑性接触的载荷和应力,以及引起临界断裂压痕尺寸和沟糟尺寸的变化。
反过来看,如果载荷与硬度不变, 接触面积也是一个常数,此时,取决于磨料的大小和形状。当角锥体的**角、圆锥体的**角及球体的半径减小时,则 d/A值增大。球体的.,4,/•4值常比角锥体或圆锥体为小, 因此尖锐的磨粒的磨损率比圆鈍的磨粒高,特别是由于锥体的压入深度 f较大, 容易**过 t。(临界压痕深度) ,引起裂纹的发生和扩展。
若要在实际工况下根据磨料的大小和形状对磨损率进行定量计算,尽管目前正在探索中,看来困难还很大。因为在任何环境下磨料的尺寸总在某一范围内, 大小、 形状及位向都不统一, 而且在磨损过程中磨料还有碑裂, 而磨料的接触面积通常只有表现总面积的10~3o%。磨损率不仅取决于磨料的大小、形状及位向, 并且其本身又与材料表层的性能、障擦系数有关。有些研究者提出用能量来表达磨损量的模型。材料的磨料磨损系数可用下式来表达。
钢砂的用途:
清理:抛丸清理、喷丸清理、压铸件清理、铸件抛丸清理、锻件抛丸清理、锻件喷丸清理铸件清砂、钢板清理、钢材清理、钢板清理、H型钢清理、钢结构清理。
除锈:抛丸除锈、喷丸除锈、铸件除锈、锻件除锈、钢板除锈、锻件除氧化皮、钢材除锈、H型钢除锈、钢结构除锈。
强化:抛丸强化、热处理件喷丸强化、齿轮喷丸强化。
喷丸:型钢喷丸、型钢喷砂、船板抛丸、钢板喷丸、钢材喷丸。
抛丸:钢板抛丸、钢材抛丸、型钢抛丸。
打砂:打砂处理。
生产标准:国家标准GB/T18838.3-2008
型号:0.2mm 0.3mm 0.4mm 0.5mm 0.6mm 0.8mm 1.0mm 1.2mm 1.4mm 1.7mm 2.0mm 2.5mm
名 称 铸钢砂
化学成分 碳(C) 0.70-1.20%
锰(Mn) 0.35-1.20%
硅(Si) 0.40-1.20%
硫(S) ≤0.05%
磷(P) ≤0.05%
平均硬度(500g荷载下测定) GP钢砂:42-50HRC (399-509HV)
GL钢砂:56-60HRC (620-713HV)
GH钢砂:63-66HRC (795-889HV)
硬度偏差 *大偏差范围为±3.0HRC或±40HV
金相组织 均匀的回火马氏体或回火屈氏体+弥散分布碳化物
*小密度(酒精置换法测定) 7.4g/cm3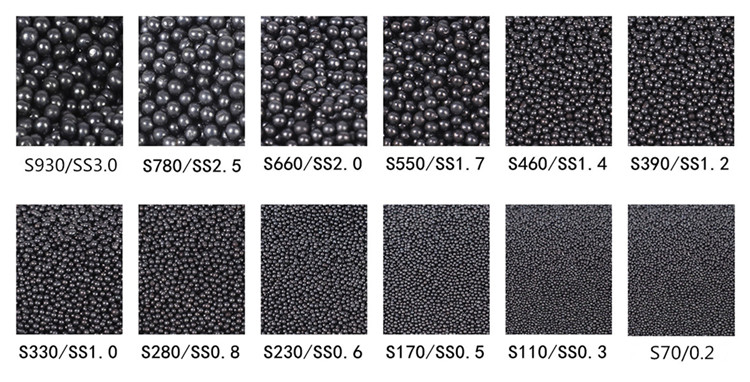
公司检测中心拥有完善的质量检测手段,引进美国欧文公司的疲劳寿命试验机,引进德国SPECTRO公司的直读光谱仪,另有金相显微镜、维氏数显显微硬度计、碳硫分析仪、电弧燃料炉、恒温干燥箱及电子天平等设备,对金属磨料进行测定。
抛丸处理工艺和抛丸处理设备根据需要处理的表面的不同,通过三个参数来控制处理后的表面状况的。选择丸料的大小和形状;设备的行走速度;丸料的流量大小。以上三个参数互相配合,可以得到不同的处理效果,确保抛丸处理后表面的理想粗糙度。
例如:采用S330钢丸,流量10A,处理C50混凝土表面,可以达到粗糙度90;处理沥青表面,可以去除泛油层,同时达到粗糙度80;处理钢板时,可以达到SA3的清洁度标准。